Problems
The list of problems will be updated as further problems are submitted and further information about the present problems and additional problems becomes available. Please keep watching these pages. Six to eight problems will be selected depending on the expertise and interests of the participants.
- Problem: Modelling of oil film in the cold mill roll gap
Industry: Columbus Stainless Steel
Industry representative: Johan Ackerman
Moderator: Tim Myers
Description:
On bright annealled material the shape and surface quality of the steel is very important. The type and flowrate of the oil controls both the friction and heat removal in the roll gap. Other variables that complicate things are the difference in the load along the length of the workroll and workroll surface roughness.
A better understanding in three areas will be of great benefit to us:
1. Temperature uniformity along the length of the workroll and its affect on steel shape;
2. The friction / slip of the steel and its affect on surface brightness and clarity.
3. The coolant flow required to control the issues raised in 1 and 2. - Problem: Changing of steel shape after cold rolling
Industry: Columbus Stainless Steel
Industry representative: Johan Ackerman
Moderator: Tim Myers
Description:
The steel shape is important for processing at workstations after cold rolling. This is especially critical for thin gauge material (< 0.7 mm). Shape is measured on the cold rolling mill by measuring pressure differences along the width of the material. It has however been shown that there is a poor correlation between the cold mill measured shape and the shape of the steel at future workstations.
There are several possible reasons for this. One is the temperature variation across the width of the steel and the effect on the shape measurement and also possible cooling of the coil after rolling resulting in tensions. Another in the coiling tension in the final pass. Other possibilities are the affect of temperature in the annealling furnaces and the consequent cooling of the strip.
As a first step we would like to know whether the strip temperature causes significant differences and whether the final pass coiling tension has a marked influence on the coil shape. - Problem: A computational scheme for the study of wave propagation and scatting between
multiple interacting discontinuities
Industry: Mining
Industry representative: John Napier
Description:
Wave propagation problems arise in diverse fields such as the non-destructive testing of machine components and in studies of fault or discontinuity slip in the vicinity of mine excavations. A conventional computational approach to these problems is to set up suitable finite element or finite difference schemes. In the special case where the crack/ discontinuity features fall on parallel or orthogonal planes, it is possible to include these features by specifying appropriate "double points" on special sub-planes within a Cartesian grid. Previous work has demonstrated that large-scale problems, having approximately six million computational grid zones, can be solved using staggered difference schemes in time and space coordinates. The proposed problem for the Study Group is to suggest a suitable extension to this approach that will allow the analysis of wave propagation and scattering by arbitrarily oriented, multiple interacting cracks or discontinuities. Possible strategies are to use some form of "mesh-free" gradient estimation scheme, such as the methods associated with so-called "smoothed particle hydrodynamics", or other computational approaches such as the boundary integral equation method. Particular requirements and assumptions are as follows:
(a) The host material can be assumed to be a perfectly elastic, isotropic or transversely isotropic material.
(b) The computational scheme should be as efficient as possible for the analysis of large-scale problems.
(c) Discontinuities may have simple "constitutive" behaviour such as friction sliding or specified stress boundary conditions.
(d) It is important to determine and bound the effects of "numerical" dispersion on wave propagation through the computational grid. - Problem: Fitting a strain softening plasticity model to laboratory data using optimization theory
Industry: Division of Mining Technology, CSIR
Industry representative: Ewan Sellers
Moderator: Professor Kaelo
Description:
Laboratory test data is used as input to provide the correct material data for numerical modeling programmes. It is vital that the data is input correctly, but for complex models there is often difficulty in fitting the lab data to the model. One difficulty arises because of the nonlinearity of the model so that the parameters change as a state variable such as plastic strain increases. Another problem in rock testing is that the material is inhomogeneous and a number of tests with the same loading parameters will provide slightly different results.The problem here is to fit a strain softening plasticity model to laboratory test data using some method of optimization to find the best possible or most likely solution within the variability of the data. This is not an optimization problem where there is an exactly defined answer.
The model will be provided in semi-analytical form (it is also coded in fortran and java and as a spreadsheet) and the data as text files. It is required to determine the best values of 3 parameters (friction, cohesion and dilation) for a range of plastic strains.
 for an example of outputs from one of the codes.
for an example of outputs from one of the codes. - Problem: Discing of rock core
 Industry: Mining
Industry: Mining
Industry representative: Richard Stacey
Description:
When rock cores are obtained by diamond drilling for exploration and other purposes, under high stress conditions the cores often come out in the form of discs. These discs may have different shapes, depending on the relative magnitudes and orientations of the in situ stresses. Alternative criteria have been used for interpretation and prediction of such discing ? shear, tension, extension. The discing is often remarkably regular, and discs with similar thickness are produced.
The problem posed is - why do discs of discrete thickness form and what is their mechanisms of formation?
for more examples of discing of rock core. - Problem: Piston effect due to rock collapse
Industry: Mining
Industry representative: Richard Stacey
Description:
When there is a collapse of rock in an underground excavation, the collapsing rock usually displaces a lot of air and this displaced air can result in an airblast. Airblasts are extremely hazardous occurrences and can cause death and damage to mining equipment and infrastructure. Very high air velocities can be attained. There are several questions that arise in this connection:a)The collapsing rock represents a ?porous? piston. How easily can air escape through the gaps between rock blocks, and what is the percentage effectiveness of the piston?
b)How would the flow of air best be modelled? Note that there is usually interconnection of underground excavations via tunnels, shafts, etc to other underground excavations, with different surface roughnesses, and one or more connections to the atmosphere. The rock collapse may cause a break through to the atmosphere.
Minor airblasts are a common occurrence in some coal mines.
- Problem: Support to rock excavations provided by thin adhesive liners
Industry: Mining
Industry representative: Richard Stacey
Description:
Shotcrete (pneumatically sprayed concrete) has been used for support of excavations in rock for about 50 years. The design of such support is usually based on the assumption that the liner acts as an arch. However, it is known that thin applications of shotcrete (say 10-20mm) provide a significant supporting or stabilising effect. Recently, the use of thin spray-on liners (typically 4mm thick or less) for rock support has increased. No arch action can be claimed in such a case. There is therefore no suitable design method for thin liners (or analysis of behaviour method) that can take into account the numerous possible support mechanisms and their relative contributions ? liner-rock tensile bond; liner-rock shear bond; liner tensile strength; liner shear strength; liner stiffness; liner elongation; liner penetration into fractures, etc. One factor that is perceived to be very important is the contribution of the liner to the prevention of loosening of the rock mass ? therefore maximising the shear strength mobilised on the rock joint and fracture surfaces.
The study group is asked to develop a mathematical model for thin adhesive liners.
Problem: Scanning Electron Microscope (SEM) study of fault gouge from a small pristine earthquake
Industry: SRK (Steffen, Robertson and Kirsten) Consulting, Johannesburg
Industry representative: David Ortlepp
Description:
 In deep, extensive South African gold mines, induced earthquakes ranging from Richter ML = 2.0 to ML = 5,0 occur relatively frequently. Usually these result from rejuvenated slip on large existing geological faults, in the same way as natural crustal earthquakes. Sometimes, when stresses are high in unfaulted portions of the quartzite rock mass, dynamic brittle shears erupt violently causing seismic events at the lower end of the above range. New, planar faults of several tens of meters extent and several tens of millimeters of dip-slip, normal displacement are the result. One of these has been explored extensively ? Ortlepp, Pageoph. Vol 139. No3/4 1992.
In deep, extensive South African gold mines, induced earthquakes ranging from Richter ML = 2.0 to ML = 5,0 occur relatively frequently. Usually these result from rejuvenated slip on large existing geological faults, in the same way as natural crustal earthquakes. Sometimes, when stresses are high in unfaulted portions of the quartzite rock mass, dynamic brittle shears erupt violently causing seismic events at the lower end of the above range. New, planar faults of several tens of meters extent and several tens of millimeters of dip-slip, normal displacement are the result. One of these has been explored extensively ? Ortlepp, Pageoph. Vol 139. No3/4 1992.
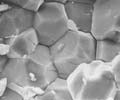
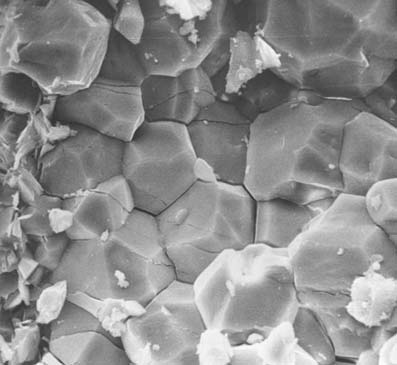
SEM examination of the fault gouge has revealed two types of particles of special interest. Silicate spheroids of a few microns diameter very similar to those associated with meteoritic impact craters are sometimes seen. More frequently, a unique polyhedral silica sub-particle is found which shows a tendency to form rhombic dodecahedra whose sizes range from 20 to 50 microns, as
 .
.
These polyhedra are believed to be created by explosive ?self-shattering? of the quartz grains close to the fault slip surface, when they are subjected to sudden isotropic tensile body forces resulting from localized ?shock? unloading. The unloading is caused by rebound after intense isotropic compression, as illustrated schematically in the  . The rapid compression is caused by impact of asperities on the fault slip surface.
. The rapid compression is caused by impact of asperities on the fault slip surface.
The spheroids are thought to result from microscopically-localized melting of silicate grains during the compression phase followed instaneously by vaporization and condensation during the ?rebound?, rarefaction phase. This intense pulsating alternation of compression / rarefaction essentially amounts to a high frequency, low-amplitude vibration which inhibits the development of frictional resistance along the slip surface.
If the postulated mechanism for the creation of the sub-particles is correct the inference of low friction has important implications for the source mechanism of crustal earthquakes. It supports the hypothesis of ?acoustic fluidization? of H.J Melosh in his article ?Dynamical weakening of faults by acoustic fluidization?. Nature Vol 379, 1996.
The study group is asked to develop a mathematical model for the creation of the sub-particles.
- Problem: Determining the source of moisture variation across a paper machine
Industry: Sappi Forest Products ? Ngodwana Mill
Industry representative: Karel Boon
Moderator: Neville Fowkes
Description:The moisture profile across the width of a Kraft Linerboard paper machine is an important parameter to ensure uniform product at the Box Converters. Excessive variation in cross directional moisture (streakiness) can result in numerous defects when the board is converted into boxes.
Cross directional moisture variation can originate at several stages along the production process. Each such stage exists of a different number of elements uniformly spaced across the width of the machine. Preliminary analyses of moisture data generated by an on-line moisture scanner, indicated that some pattern exists.
An analyses of such moisture data is required to establish the number of sources that cause the ?harmonic effect?. Once the number of point sources have been established, the Mill should be able to determine the stage responsible for the problem, since the number of cross directional elements in each stage of manufacturing is known.
-
Problem: Crew pairing optimization
Industry: Airline Product Centre
Industry representatives: Gary Webb and John Benest
Moderator: Montaz Ali
Description:Expand the scope of the crew pairing optimization problem, which is primarily a cost optimization, to take into account the reality of actual airline operations where the mathematical optimum solution is perturbed by
(i) insufficient crew resource
(ii) flight schedule changes.Also, consider the possible optimization of the actual crew roster where individual crew members are allocated to the crew pairings based on various preferences and rules.
-
Problem: Prediction of quality properties of materials being produced by various units
Industry: Optin
Industry representative: Tony Lange
Moderator:
Description:The production of lime requires crushed limestone in the form of sized stones to be heated and the limestone to be reduced to lime through the heating. Quality measurements of the lime are made manually in the laboratory once every hour or two from the emerging lime product. The quality measurements are made from samples collected from the emerging product stream. Sometimes samples are mixed or accumulated samples performed automatically and then mixed and sub-sampled.
The problem is to estimate the lime properties at a faster rate to enable faster and more effective process control which has huge impact on quality, product rejection, costs and throughput. Huge amounts of real time process control data is available at less than 5 to 10 second sample rates.
Issues to consider are: laboratory noise due to sampling, manual procedures, process data noise. There are gaps in knowledge in terms of first principle relationships between the quality and the measured process variables.
Other problems include major disturbances introduced in the process due to mechanical or metallurgical material flow problems, all causing stoppages and changes to the rate of production. There are also variations in input limestone quality and coal or fuel qualities all of which are generally unknown. In addition the reduction process can be reversed depending on ambient and other process control conditions.
-
Problem: Optimal scheduling and loading of trucks for the distribution of soft drinks
Industry: Beverage Industry
Industry representatives: Kevin Hingst and Andrew Pringle
Description: Londiwe MasingaThe distribution of over 150 products from the warehouse to the customer involves several processes: -
1. Orders have to be picked according to customer requirements.
2. Scheduling of trucks has to be done.
2. Trucks have to be loaded in the warehouse with a variety of products.
3. Trucks have to be offloaded at the customers.Each truck delivers to several customers. The product is packed in cases, then onto pallets. One pallet holds products for more than one customer. Given the daily demand, the problem is to:
i) Hire a number of trucks with various sizes and to schedule their routes (minimum truck route time)
ii) Increase the number of cases per truck
iii) Increase the number of trips per truck
iv) Minimize the offloading time per truck.
v) Increase the number of cases picked/man/hour.
The objective is to minimize the total cost associated with the above items subject to:
a) Availability of the customer. (The customer may not be available in certain periods of the day)
b) Certain trucks have to accommodate space to bring back the empty bottles.Other factors that will influence the optimization are grouping of customers by type and the layout of items in the trucks for optimal offloading.
Problem: Stress distribution of rock in contact with a steel ring
Industry: Mining
Industry representatives: Halil Yilmaz
Description:
A hole is drilled on a steel plate and then a rock core of smaller diameter is positioned in. The gap between the plate and rock core is filled with TSL along the depth of the plate. After the curing of TSL for a predetermined period the sample is placed on a base which offers support to steel plate and the TSL and not the rock core. A compressive load is applied on the core displacing the core on the TSL contact and punching it towards the void in the support base. 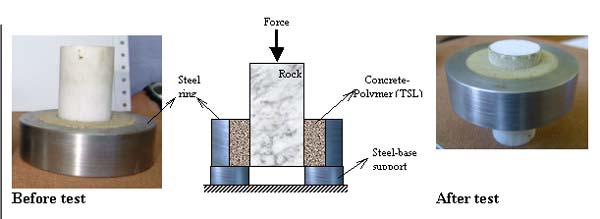 .
.
-
Problems:
1. Shear stress distribution and average shear stresses along the failure surface (rock and TSL contact)?
2. The effect of steel ring on the normal stress (confinement) provided on the failure surface?
3. The effect of positioning of steel-base support relative to rock TSL contact on the stress distribution and failure mode? -
Problem: Compression of a ring between two parallel plates
Industry: Mining
Industry representatives: Halil Yilmaz
Description:
A ring of TSL material is compressed between two parallel platens therefore resulting in compressive forces along the line of contact. However, the material failure takes place due to tensile forces developing on the indicated failure surface.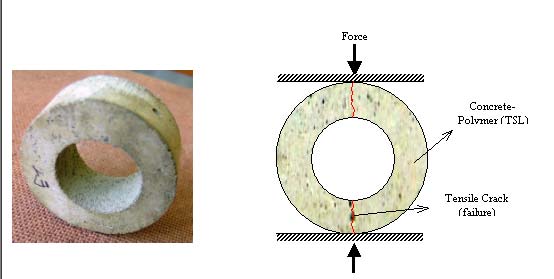 .
.Problem:
1. Tensile stress distribution and average tensile stresses along the failure surface? -
Problem: Customer satisfaction through optimal distribution of stock
Industry: Beverage industry
Industry representative: Ryan Silberman
Moderator: Montaz Ali
Description:
ABI (Amalgamated Beverage Industry) wants to improve customer service of a group of customers closed to a site (Site B) which is about 160km north of the its current distribution centre. At present these customers are serviced from ABI s distribution centre at site A. However, in order to improve its service to the customer group ABI is looking at three possible options. These are as follows:1. Create a full distribution centre at site B and service the customers in that area.
2. Create a cross docking facility at site B and service the customers.
3. Maintain the status quo and service the customers from Site A.Each of the above items has its own implications to the extent of (i) forecast accuracy (ii) stock holding cost (iii) warehouse capacity (iv) frequency and of cost bulk transportation (v) and infrastructure cost.
The problem is to decide which of the above three options to choose so as to provide improved but cost effective service to the customer.